- Home
- Learn about waterjets
How does a Water Jet Work?

-
1. High Pressure Pump
The pump generates a flow of pressurized water for the cutting process. -
2. Articulated Cutting Head
As an add-on option to OMAX waterjets, this computer-controlled multi-axis cutting head permits angled cuts and can be used to automatically minimize taper for precise vertical cuts. -
3. Abrasive Waterjet Nozzle
Inside the nozzle the pressurized water passes through a small-diameter orifice and forms a coherent jet of water. The jet then passes through a venturi section where a metered amount of granular abrasive is drawn into the water stream. The mixture of water and abrasive particles passes through a special tungsten carbide mixing tube and the resulting abrasive/water slurry exits the nozzle as a coherent cutting stream of abrasive particles traveling at very high speed. -
4. Catcher Tank
The water-filled catcher tank dissipates the energy of the abrasive jet after it has cut through the material being machined. -
5. Abrasive Hopper
The abrasive hopper and associated abrasive flow control system provide a metered flow of granular abrasive to the nozzle. -
6. X-Y Traverse System
A precision X-Y motion system is used to accurately move the nozzle to create the desired cutting path. -
7. PC-based Controller
Advanced motion controllers for abrasive waterjet systems are PC-based and permit production of accurate parts with minimal operator experience.
Edge Quality 1 (Fastest speed/rough 'separation' cut)

Motion Control
Because the waterjet cutting medium is liquid and not static, a waterjet tends to undercut corners and swing wide on curves when moved as one would move a traditional rigid cutting tool. OMAX eliminates this issue by using an advanced computer model to accurately predict the motion and shape of the cutting stream and then by using a PC-based motion control system to compensate for undesired jet motion. The result is a fast, accurate part the first time. No trial and error and no need for an experienced programmer because the experience and the knowledge is in the control
Pumps
Waterjet cutting systems utilize either the older, more complex hydraulic intensifier pump or the newer, simpler crankshaft-driven triplex plunger pump. Crankshaft pumps are inherently more efficient than intensifier pumps because they do not require a power-robbing hydraulic system. The crankshaft drive is a purely mechanical direct-drive system with minimal friction losses and so efficiencies between 85% and 90% are typical. This means that 85% or more of the electric power supplied to the drive motor can actually be delivered to the cutting nozzle, compared to the typical 65% or less of an intensifier. Historically intensifier pumps had an advantage of longer seal and check-valve life, but ongoing improvements in seal designs and materials and the wide availability and reduced cost of ceramic valve components now make it possible to operate a crankshaft pump in the 60,000 PSI (4,137 bar) range with long maintenance intervals and excellent reliability.
OMAX uses high-efficiency crankshaft-driven direct-drive pumps exclusively for all of its systems. A direct-drive pump is more efficient than a traditional hydraulic intensifier pump and so it can deliver more net power to the cutting nozzle, resulting in faster cutting. It is quiet and clean, with no risk of messy hydraulic leaks. In addition, a direct-drive pump is simple to understand, to troubleshoot and to maintain. The OMAX Enduromax pump features a preventative maintenance interval of 1000 hours, offering the ultimate in reliable low-cost operation.
OMAX uses high-efficiency crankshaft-driven direct-drive pumps exclusively for all of its systems. A direct-drive pump is more efficient than a traditional hydraulic intensifier pump and so it can deliver more net power to the cutting nozzle, resulting in faster cutting. It is quiet and clean, with no risk of messy hydraulic leaks. In addition, a direct-drive pump is simple to understand, to troubleshoot and to maintain. The OMAX Enduromax pump features a preventative maintenance interval of 1000 hours, offering the ultimate in reliable low-cost operation.

Abrasive Waterjet Nozzle
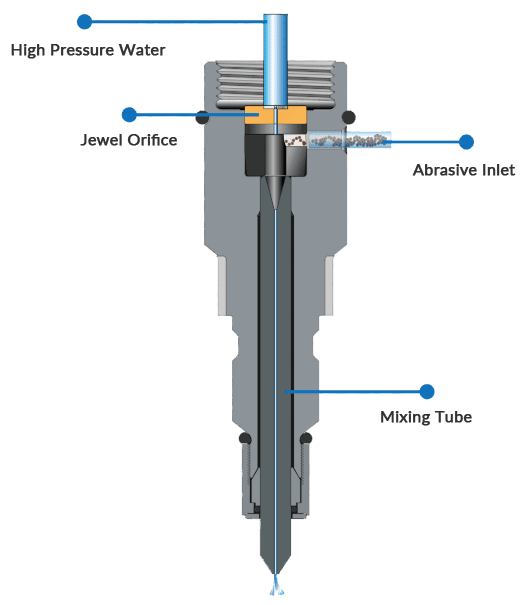
All abrasive waterjet nozzles use the same basic operating principle as the liquid blasting nozzle, first patented in 1936 (Patent 2,040,715). The modern configuration is shown in the diagram on the right.
Note that for a water-only nozzle that is designed for cutting soft materials, the mixing chamber and tube are eliminated and the coherent jet of water alone cuts the material.
In order for the abrasive waterjet nozzle to cut efficiently and to increase component life, it is critical that the jewel orifice is carefully aligned in the nozzle body. All OMAX nozzles are factory-aligned and individually tested to ensure efficient cutting and long life.
Note that for a water-only nozzle that is designed for cutting soft materials, the mixing chamber and tube are eliminated and the coherent jet of water alone cuts the material.
In order for the abrasive waterjet nozzle to cut efficiently and to increase component life, it is critical that the jewel orifice is carefully aligned in the nozzle body. All OMAX nozzles are factory-aligned and individually tested to ensure efficient cutting and long life.
-
High Pressure Water
Water pressure is generated at the pump and travels to the nozzle body through high- pressure tubing. Water pressure is variable at the pump. -
Jewel Orifice
Using a ruby or diamond jewel, the orifice focuses the high-pressure water. The diameter of the orifice helps determine the cut width (kerf). The smaller orifice, the smaller the cut width (kerf). -
Abrasive Inlet
Introducing abrasive (usually garnet) to create a mixture capable of cutting nearly any material. Abrasive is categorized by mesh, similar to sand paper, with 80 mesh being the coarsest and getting finer from there. -
Mining Tube
With the abrasive and water together, the mixture is delivered through the mixing tube cutting the material. Mixing tubes vary in size depending on water pressure, abrasive mixture, and application. Similar to the Jewel Orifice, the smaller the diameter of the mixing tube, the smaller the cut width (kerf).
Related Questions
-
How much maintenance is involved with operating a waterjet?Most of the maintenance on an abrasive waterjet involves servicing the pump and the cutting head. The exact type and frequency of maintenance will depend on how the machine is used (pump pressure, type of material cut, etc.) the specific components (pump type, nozzle type, accessories) and the water quality. The nozzle needs to be changed out fairly frequently to ensure precision cutting. Changing out a nozzle takes just a few minutes. Our MAXJET 5i nozzle is warranted to last 500 operating hours. The wear components in the cutting head need to be changed out occasionally. This takes approximately 10 minutes. The high pressure pump needs regular servicing. Our direct drive pumps are very easy to service and, depending on the pump model, a rebuild typically takes 1-2 hours. Accumulated abrasive and work material particles need to be regularly removed from the tank. The table slats should be inspected for wear at least once a month and rotated or replaced when worn.
-
What are options for used abrasive? Is it hazardous?What to do with that used abrasive tends to fall into three categories: disposing, recycling, and repurposing. In most cases, used abrasive from a waterjet can be thrown out with other non-toxic garbage since garnet is a non-reactive, natural substance. However, if the abrasive has been used to erode toxic material and is contaminated with particles of toxic material such as lead or beryllium, it can't be simply thrown out with the trash and must be treated as toxic waste. A service that will periodically collect and properly dispose of your used abrasive can be employed to simplify this process.
-
How fast can an abrasive waterjet cut?Cutting speed for abrasive waterjets is affected by multiple factors, including material type, material thickness, desired edge quality, part geometry, pump horsepower and more. Compared to other cutting processes, abrasive waterjets cut 5-10 times faster than wire EDM when cutting material less than 1 inch thick, and generally not as fast as plasma and laser cutters.
-
What kind of accuracy and repeatability does an abrasive waterjet have?Table accuracy for OMAX line waterjets is ±0.0010", for MAXIEM line waterjets is ±0.0030", for GlobalMAX line waterjets is ±0.0030" and ProtoMAX is ±0.0050".The repeatability for the tables in both lines is ±0.0010". Be aware that more than just the X-Y accuracy of a table goes into the final accuracy of a part cut on an abrasive waterjet. This is due to the nature of the cutting tool on an abrasive waterjet, a high velocity stream of water and abrasive known as the jetstream. Unlike rigid cutting tools, the jetstream bends as it moves and the lower part of the jetstream doesn't behave exactly like the upper part. The width changes and deforms and it tapers as it cuts. All of these things change with different materials, different thicknesses, different cutting speeds and a range of other factors. The control software on all OMAX abrasive waterjets uses an advanced cutting model that takes all of these factors into account and for each cutting job and optimizes the cutting parameters to make accurate parts every time. To get a precise measurement of accuracy for any abrasive waterjet system, get some test cuts done with your part designs and material and measure them.